Nicht jeder Flexanschlüss arbeitet mit Materialstärken von 0,1 bis 0,5. Die lamellierten Kupferschienen arbeiten meist mit Materialstärke 0,8 und 1,0 mm ohne verschweissen.
Bei Lamellierte Kupferschiene wird E-Cu, bei Rittal sogar exklusiv, in Materialzustand "Weich" (F20) verwendet. Nicht F24 (halb hart), F27 (4/4 hart) oder F37 (sehr hart). Bei Schwanenmühle eben so, nur anders benennt: "Zugfestigkeit 200 MPa [R200]".
Druckplatten aus (hart) Stahl.
Aufgrund des geringeren Gewichts gehe ich davon aus, dass die Zellverbinder von EV-Batterien aus Aluminium nicht aus Kupfer sind. Dies ist mir allerdings nicht bekannt, jedoch CelLink schreibt nur über Alu, in 70-125um und 100-1000 µm.
Diese Zellverbinder Bild von Precitec bestehen aus Aluminium (nicht Kupfer), gemäß Seite 10 „In Abbildung 6 ist ein Beispiel für die Anwendung des Laserschweißens für Verbindungen zwischen Aluminiumklemmen und Aluminiumsammelschienen zu sehen.“
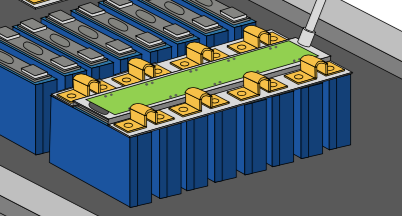
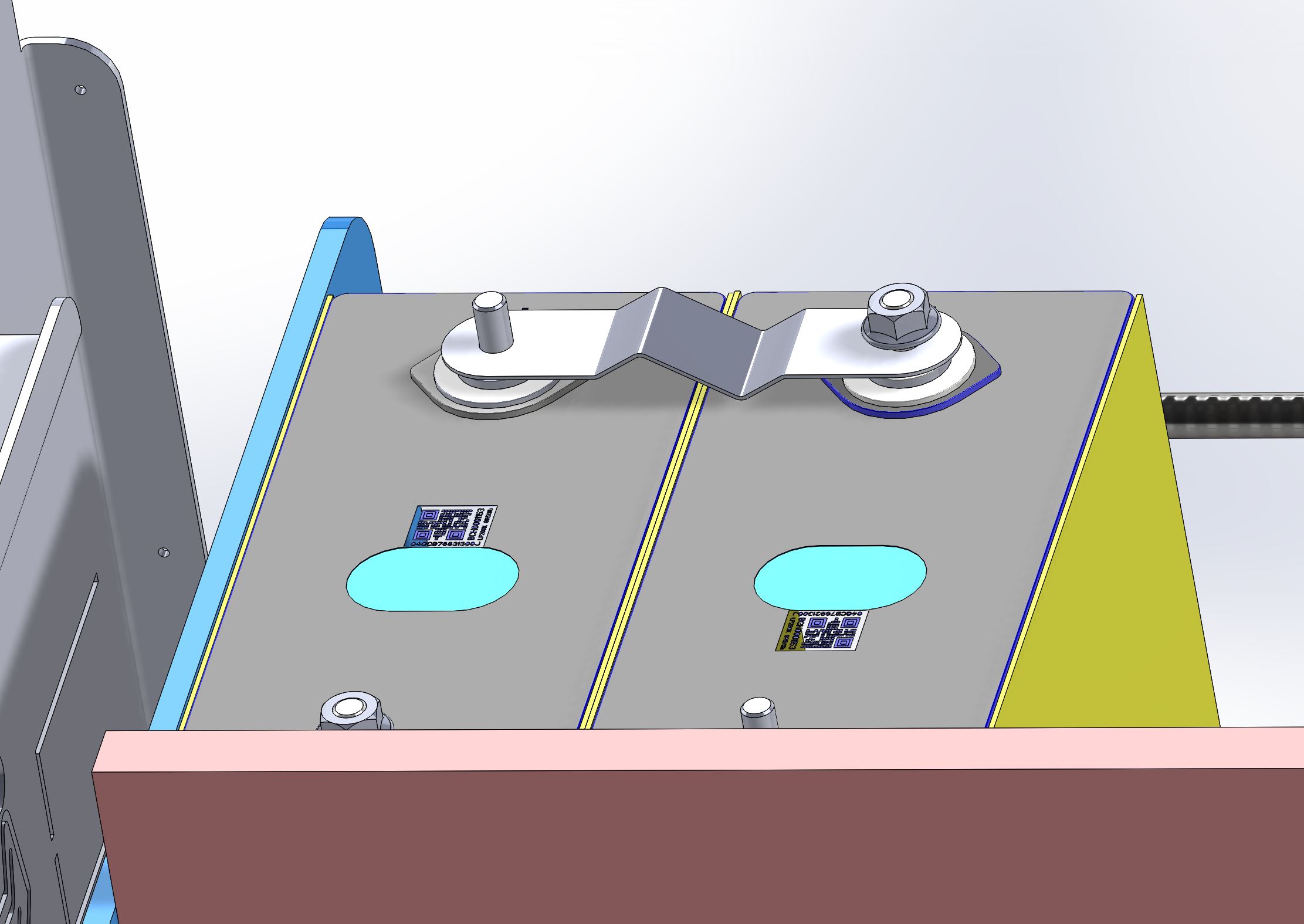
Ich versuche herauszufinden, wie diese prismatischen Zellverbinder mit einer solchen nach oben gerichteten U-Form hergestellt werden. Die gelb gefärbten gebogenen Brücken im Bild unten:
Die beiden Hutformen hatte ich auch schon ausprobiert. Über die Schenkellänge kann man die Kraft natürlich beliebig teilen. Das geht aber direkt auf die Gehäusehöhe. Die Z-form hat den Vorteil auch die Bauhöhe unter der Mutter auszunutzen. Ausserdem ist sie von den Biegungen symmetrsich so daß gleiche Teile aus dünnem Materiel gestapelt werden können. Beim Hutprofil muß die nächste Lage um eine Materialstärke größer sein um anzuliegen.
Freilich ist die Flexibilität nicht ideal. Bei Erwärmung und tendentiell dehnen sich die Zellen aber aus. Bei einem Starr verschraubten Kufperblech wird sich da nichts in die Länge dehnen. Hier ist immerhin Material vorhanden was nachgeben kann, wenn auch nicht ganz ohne Moment an den Polen. Die haben aber auch erheblichen Querschnitt und müssen ja auch den Drehmoment vom Anziehen der Muttern abkönnen.
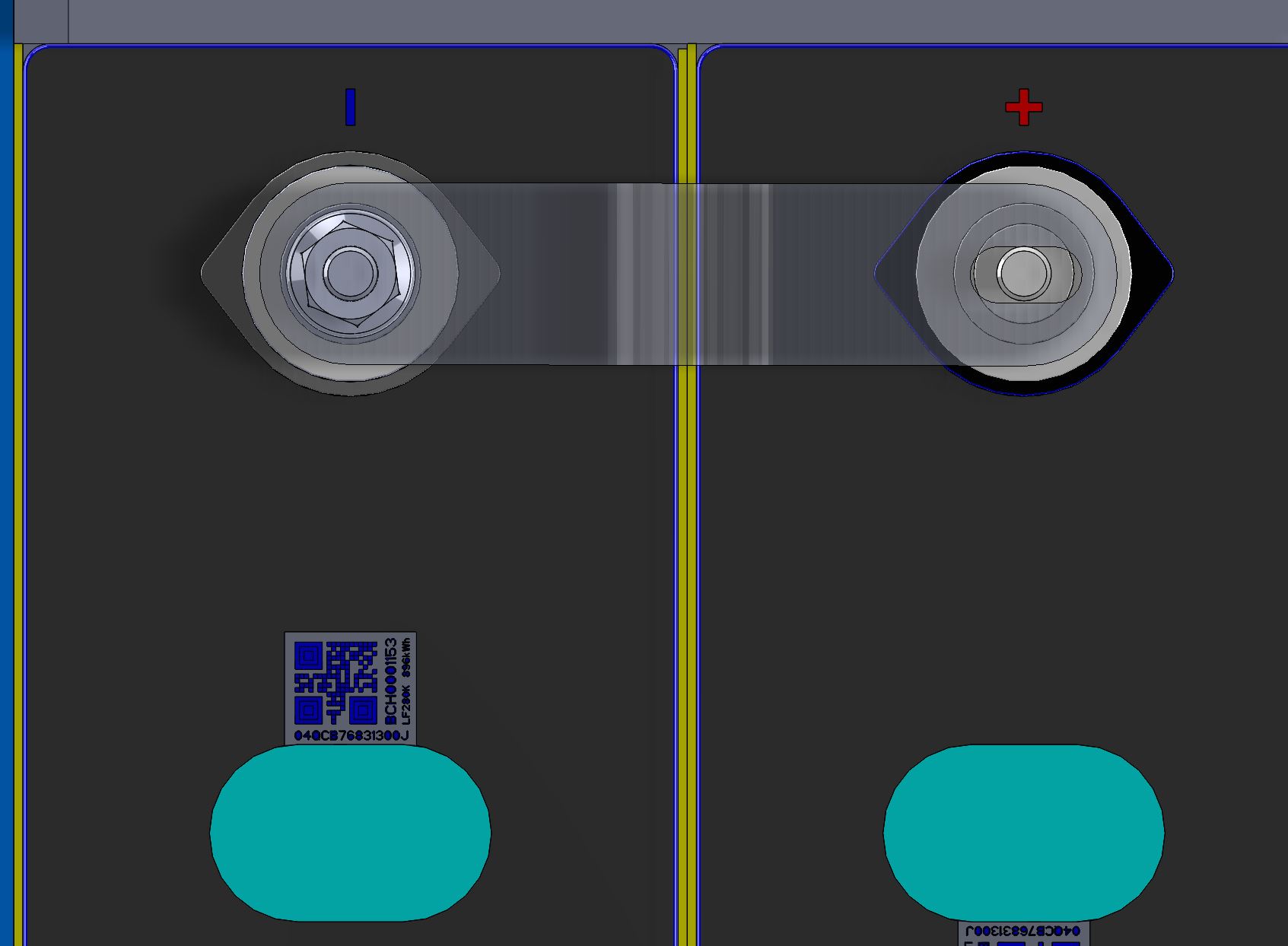
Am halbtransparenten Verbinder1 sieht man übrigens wieviel die Auflagefläche am Batteriepol verringert wrid wenn man ein Langloch wie bei den mitgelieferten starren Verbindern macht. Den Preis kriege ich beim Lasern nur so hin, daß ich einen Nutzen mache. Der kann wie Schokolade getrennt werden
Ich selbst bin gerade dabei, AW-1050A mit einer Wandstärke von 0,8 mm auszuprobieren. Welche Wandstärke haben Sie ausprobiert und/oder planen Sie, auszuprobieren?
Aha, die Möglichkeit mit dem Laser-Rillenschneiden ist mir bisher noch nicht untergekommen. Ich habe in den Niederlanden keinen Laserschneider gesehen, der Nutzenschneiden anbietet.
Z-Form ist also mehr schlechte Sinusform (∿) mit einem spitzen Winkel an der Spitze und einem spitzen Winkel am äußersten Tal
Mein örtlicher Blechladen hat AW1050 in 2,5mm und AW1090 in 0,5mm vorrätig. Alles andere müsste man bestellen. Das machen die nicht gerne. Bei so dünnen Blechen kommt da viel Verpackung und Transport drauf weil man 2 Paletten zum Schutz benötigt. Bislang habe ich nur am Bildschirm ausprobiert. Da kann man die Kräfte natürlich schlecht abschätzen. Die kommerziellen Hersteller nehmen für ihre Verbinder 0,1 oder 0,2mm wegen der besseren Flexibilität. Das ist eher "Schokoladenpapier". Nur die äusseren Decklagen sind dann 0,5mm damit sich beim Anziehen der Mutter nichts aufwirft. Sie nehmen auch immer Cu weil man das pressschweissen kann. Alu geht nur mit WIG zu verschweissen. Ohne verschweissen gibt es wieder Übergangswiderstände und Oxidation zwischen den Lagen so daß das auch keine Alternative ist.
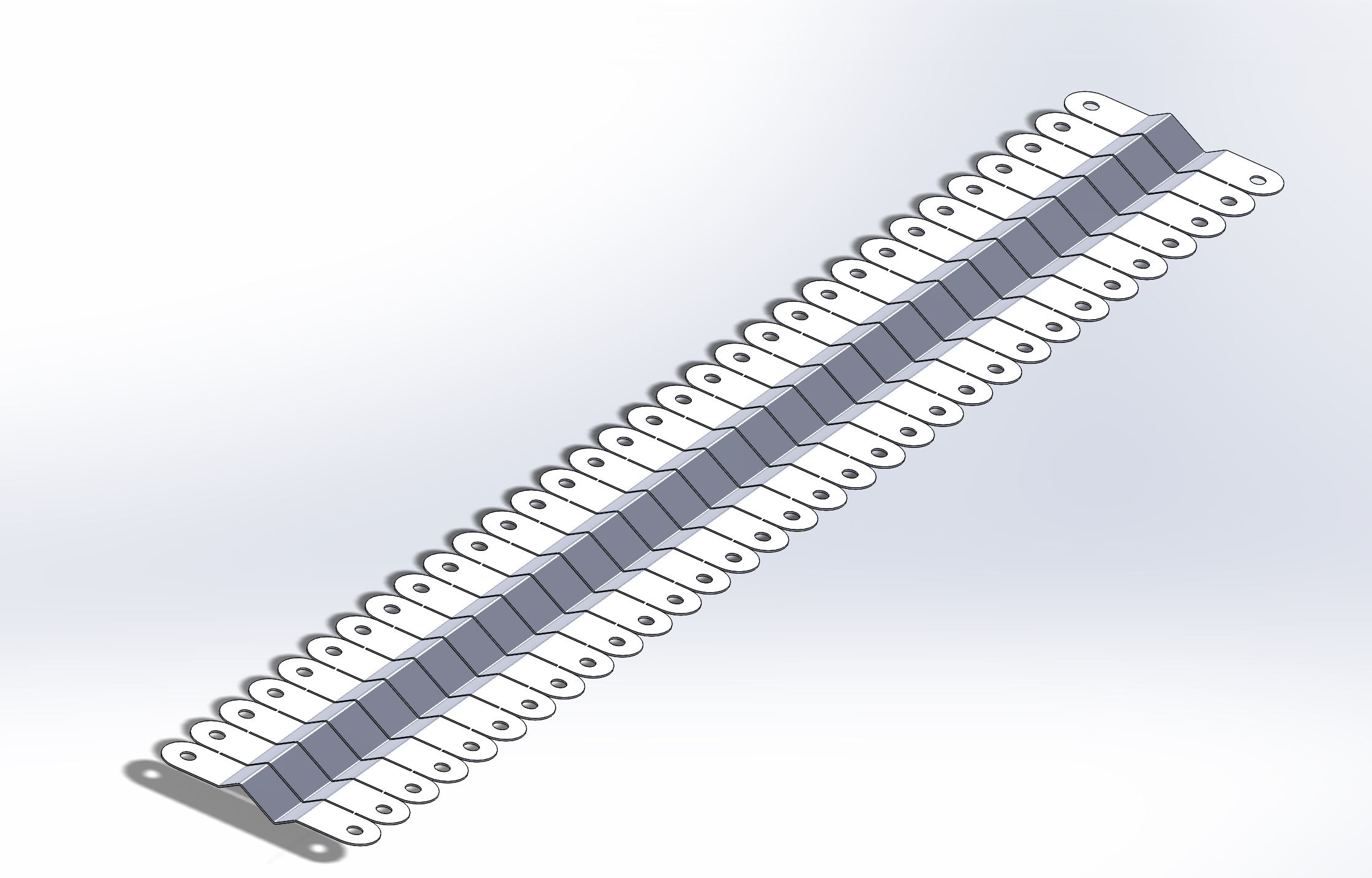
Den Nutzen muß man im CAD selbst setzen. Einfach das fertige Teil als Array vervielfachen, dann Verbindungstege ansetzen und diese im gleichen Raster vervielfachen. Dann wieder als einen Körper zusammenfassen. Den Laser Dienstleister geht das ja nix an daß es ein Nutzen sein sollte. Die Abkantpresse biegt dann 50 Teile oder mehr mit einem Hub.
Habe vor allem deshalb noch nicht bestellt, weil meine aktuellen Zellen starre Cu Verbinder im Lieferumfang haben. Bei den nächsten Zelle könnte es auch sein, daß ich mich für die Polform mit 2xM6 entscheide. Die hat im Übergangswiderstand eingebaut Vorteile so daß vorab bestellte Verbinder dann nicht mehr passen würden.
Stimmt nicht. AW1050 und AW1350 haben eine Reinheit von 99,5% wofür die xx50 steht. AW1090 hat 99,9%. Die schlechte Leitfähigkeit kommt bei Alu von den Verunreinigungen, vor allem von Si welche bei 99,5% max 0,3% sein darf. AW1050 und AW1350 haben ziemlich die gleiche Leitfähigkeit. AW1350 wird für Alukabel verwendet und hat etwas kleinere Toleranzen der Leitfähigkeit welche sich aber zum großen Teil mit AW1050 für gewalztes Blech überlappen. Die Batteriepole sind aus AW1060. Der Si Anteil ist bei AW1090 zwangsweise niedriger. Der Leitwert wird aber nur noch unwesentlich besser während "normales" Alublech AlMg3 ziemlich mies ist. Si Anteile werden da absichtlich hoch gehalten, weil sich das dann für Frontplatten super eloxieren lässt. Man findet für AW1090 kaum Leitwerte weil wegen dem Preis niemand auf die Idee kommt das als elektrischer Kontakt einzusetzen. Die Oberfläche lässt sich aufgrund der Reinheit hervorragend als Spiegel mit guten optischen Eigenschaften polieren. Es wird hauptsächlich in der Medizintechnik eingesetzt und ist für Leitzwecke eigentlich zu teuer.
Dazu schnitt ich zunächst einen 6 cm breiten Streifen (bei einer Länge von 119 cm) ab und reduzierte ihn durch 7-maliges Falten auf eine Länge von 17 Zentimetern. Dort habe ich die Z-/Sägezahnform mit 1½, 3 und 1½ Zentimetern Schenkellänge gefaltet. Auch bei einer rechtwinkligen Innenbiegung wird das äußere Folienblatt noch recht schön abgerundet, so dass das Ergebnis eher einer Sinusform ähnelt. Die Flexibilität in X-Richtung (Zellschwellung) ist meiner Meinung nach sehr eingeschränkt.
Intuitiv bedeutet dies, dass die Beinlänge länger sein sollte. Um die Zellen unten nicht zu treffen, muss die Z-Form gegen eine nach oben überstehende Form ausgetauscht werden.
Deshalb habe ich die „Streifen“ im zweiten Versuch länger gemacht: 1 Streifen à 119 cm, 4-mal gefaltet, und 1 Streifen à ¾×119 cm, 3-mal gefaltet. Dann stellte ich auch noch fest, dass meine Alufolie nicht 0,6mm dick ist, sondern lediglich 0,3mm. Deshalb wurde das Paket mit 7 übereinanderliegenden Streifen noch einmal in der Mitte gefaltet, so dass nun 14 übereinanderliegende Streifen übrig sind. Der Prototyp war damals noch etwas kurz geraten. Trotzdem einmal in der Mitte gefaltet und auf einer Armlänge von 4cm in den Schraubstock gelegt und beide Beine daran angewinkelt/abgewinkelt.
Dieses 14-schichtige 0,3 mm (4,2 mm)-Modell bietet meiner Meinung nach eine akzeptable Flexibilität in X-Richtung (Anschwellen und Schrumpfen der Zellen). Die ersten 1 bis 2 mm erfordern relativ wenig Kraft.
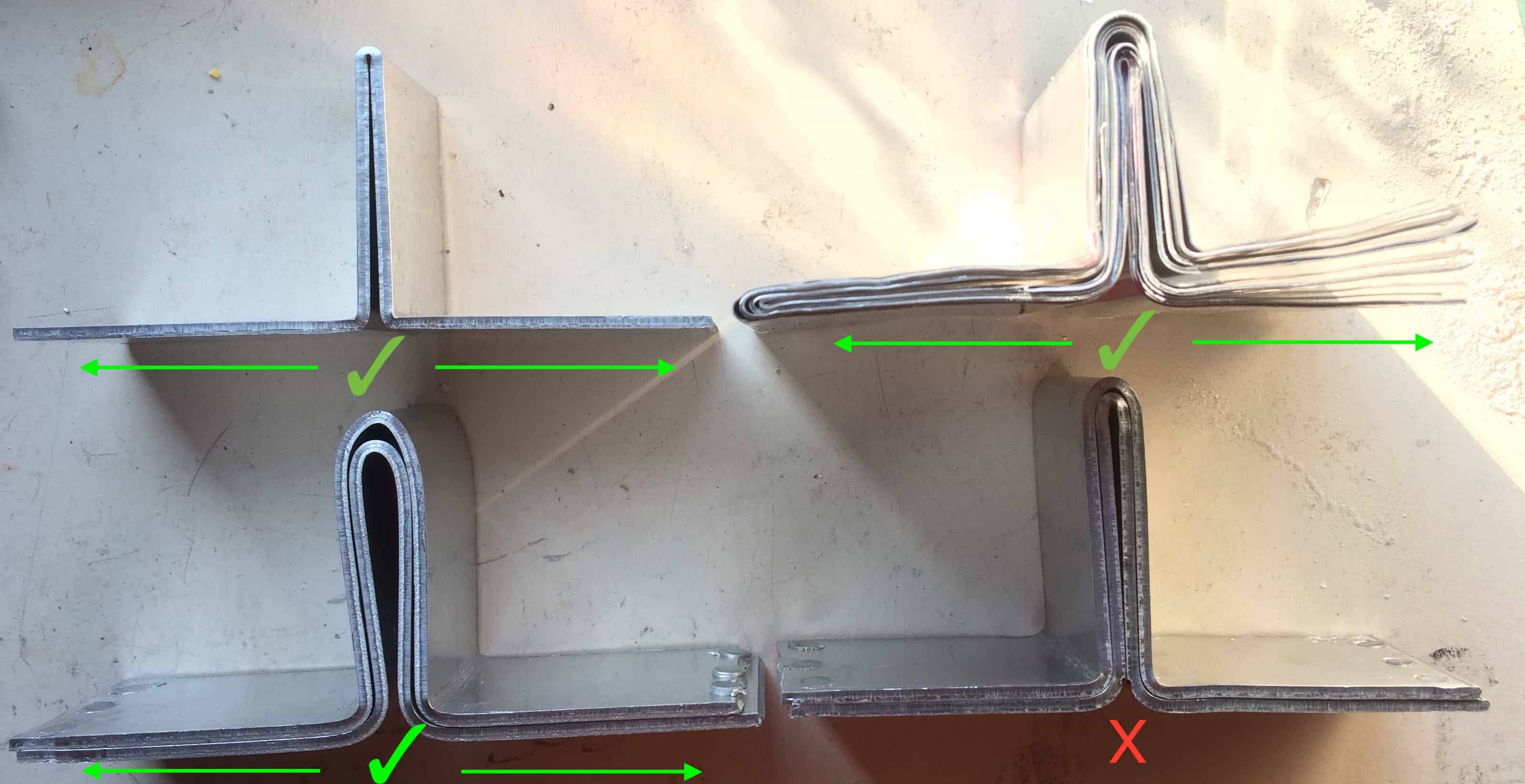
3 Weitere 2 mm Wandstärke Alu Zellverbinder Modelle (2 Gut, 1 Unbrauchbar)
Man kann das deutlich günstigere 1050 nehmen was in den Leitwerten praktisch keinen Nachteil gegenüber 1350 oder auch 1090 hat. Auf 1090 bin ich nur gekommen, weil das hier zufällig in 0,5mm vorrätig ist
Momentan bin ich gerade noch am recherchieren. Es ist ja bekannt, daß Cu->Alu sehr ungünstig ist. Sowohl Cu wie auch Alu kann man aber sowohl (chemisch) verzinnen wie auch vernickeln. Diese Metalle sollen sich gegenüber Alu besser verhalten. Bei Alu Verbindern ist ja das Problem, daß man die einzelnen Lagen nicht so einfach Press-Schweissen kann. Wenn die Lamellen chemisch verzinnt sind, braucht man das aber auch nicht sondern man kann sie loose stapeln und an den Enden einfach mit der Schraube des Batteriepols zusammenschrauben. Zwischen den Lagen wird sich wegen der Verzinnung keine Korrosion bilden welche ein Verschweissen notwendig macht.
Andere Quelle gibt eine Elektrische Leitfähigkeit @20ºC:
AW-1050A: 34-36 Ms/m
AW-1070A: 34-37 Ms/m
AW-1080A: 35-37 Ms/m
AW-1090A: ~ 33 Ms/m
Da ich Penetrox A13 zu Hause habe, sehe ich keinen Vorteil darin, Aluminium zu schweißen, zu verzinnen oder zu vernickeln.
Die laminierte L-Biegeform mit 2 Lagen à 2 mm AW-1050A, Zustand: O, mit einer Formänderung von 0,39 mm pro 3,5 kgf (siehe oben) erscheint mir ausreichend. Zur Info: Die beiden Aluminiumschichten sind an jedem Ende mit jeweils 3 Stück ⌀3×6 Aluminiumnieten fest miteinander vernietet.
Allerdings muss ich noch mit Zugkraft statt Druckkraft testen.
Die Vernietung wird eine Korrosion zwischen den Lagen nicht verhindern. Da hilft glaube ich nur WIG schweissen.
Das Video habe ich mir angeschaut obwohl ich den Kanal nicht abonniert habe. Die Bewegung der Zellen ist beeindruckend. Ich glaube wir brauchen doch unsere Wegerfassung mit Poti. Ist eine Angelegenheit für das Redesing des Analog-Subsystems.
2-3mm sind an meiner Mechanik noch kein Problem. Wenn es 4 oder mehr werden muß ich auf 6 Gewindestangen gehen. Die Winkel im Video haben tatsächlich keine parallelen Flächen an ihren Schenkeln. Sie laufen leicht konisch aus und haben am Ende einen unsymmetrischen Radius. Außderdem dürfte der U-Stahl eine andere Stärke haben so daß es schon alleine deshalb keine gleichen Kräfte sind. Die Federn mit dem Rechteckdraht scheinen aber ziemlich stark zu sein und bauen recht kurz. Werde ich mir noch genauer anschauen wenn ich rauskriege wo die her sind. Das Video hat ja 2 Stacks mit 6 Federn. Er braucht also die doppelte Kraft.
Die Vernietung ist um den Kontaktwiederstand zwischen die zwei Alu-Streifen zu verringern. Denn die Mutter an den Zellpolen darf nur mit 6 Nm angezogen werden, was nicht einmal 0,5 kN Druckkraft auf die Verbindung bringt.
Nur das Penetrox A13 soll die Korrosion reduzieren.
Heute habe ich 3 weitere Modelle von leicht flexiblen Aluminium-Zellverbindern hergestellt und gemessen (durchschnitt aus 3 Messungen) mit wieder dieselbe 3,5 kgf:
Das linke Modell ist knapp 1 Zentimeter höher als die beiden anderen Varianten. Dabei werden die beiden Streifen gleichzeitig gebogen, also eng aneinander gelegt.